



【全新视界!】生产线钢筋弯箍机高品质现货销售产品视频,带你领略产品新风尚!
以下是:生产线钢筋弯箍机高品质现货销售的图文介绍


切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力



建贸机械 有限公司自成立以来,经过5年努力发展由z u i初注册资金10万元固定资产100余万元的小微企业,发展成拥有固定资产500余万元年销售额5000多万元的中型企业。厂家致力于各种【四川德阳数控钢筋切断机】的研发、生产及销售,成功研发生产出各种【四川德阳数控钢筋切断机】系列,现已形成工业化生产。



需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件



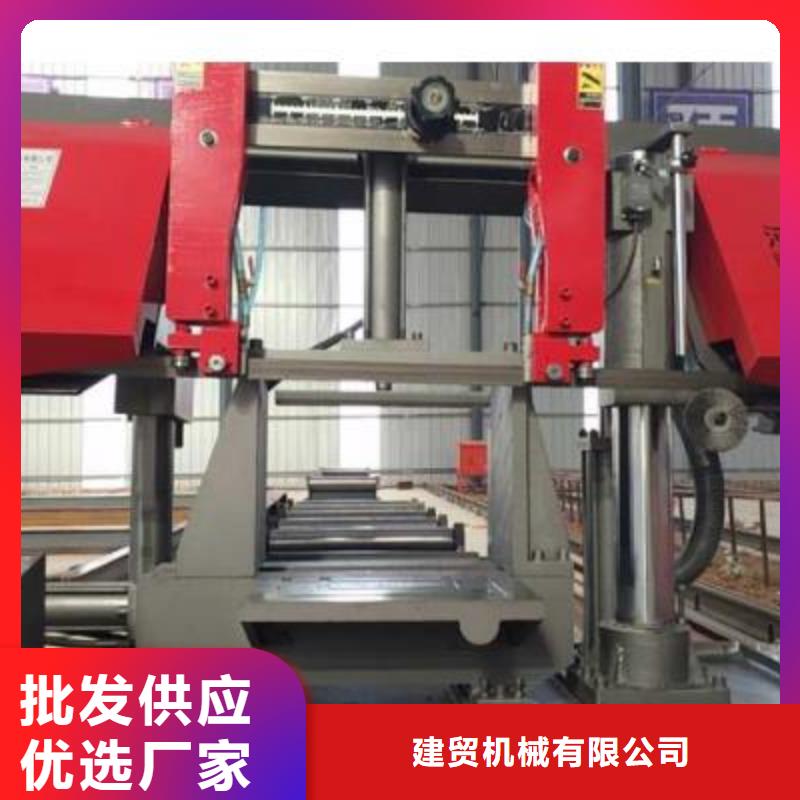
GB4250主要特点:
切削速度液压控制,无极调速
导向块结构科学合理,延长锯条的使用寿命
双立柱结构,操作平稳
锯切稳定,精度高
工件夹紧采用手动夹紧,操作方便
可定制三向液压加紧装置
GB4250双柱龙门卧式金属带锯床系列,主要用于锯切各种黑色金属、有色金属。具有锯口窄、省料、节能、
锯削精度高、操作方便、生产效率高等优点
产品特点
1.切削速度液压控制,无级变速
2.导向块结构科学合理,延长锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切稳定,精度高
5.工作夹紧采用手动夹紧,操作方便


